Ihr Lieferant von Soft- und Hardware für
die
Automatisierung...
GattierungsSystem

Das aus Hard- und Software bestehende Gattierungssystem ist ein
Instrument für die Zusammenstellung und Abarbeitung von
Schmelzchargen bei vorgegebenen Richtanalysen und
hinsichtlich ihrer Zusammensetzung bekannter Einsatz- und
Zuschlagstoffe.
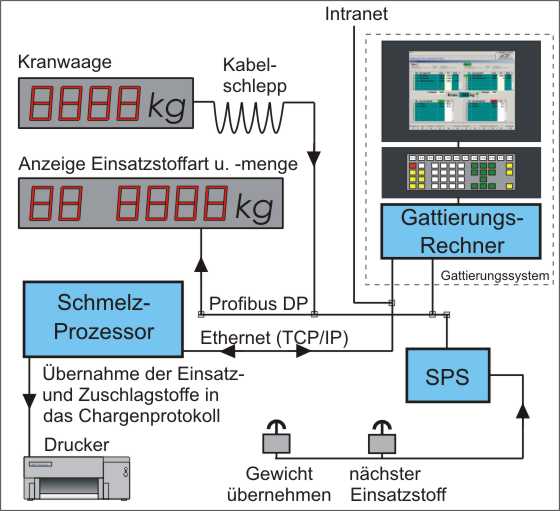
Das folgende Blockschema zeigt eine typische Anlagen-Konfiguration, in
welche das Gattierungssystem integriert ist:
Für bis zu 100
Richtanalysen können
Gattierungsrezepturen aus bis zu 10 unterschiedlichen Einsatzstoffen
zusammengestellt, verwaltet und abgearbeitet werden. Pro Richtanalyse
lassen sich bis
zu 8 Rezepte speichern.
Automatisch werden die zur optimalen Annäherung an
die Richtanalyse zuzugebenden Zuschlagstoffe berechnet. Auf Wunsch kann
das System auch eine kostenoptimierte Zusammenstellung der Einsatz-
und Zuschlagstoffe berechnen.
Alle Daten für die Einsatzstoffe, Zuschlagstoffe und
Richtanalysen sind frei editierbar.
Das Gewicht des am Kranmagneten befindlichen Einsatzstoffes wird
über die SPS an den Gattierungsrechner übertragen.
Der Gattierungsrechner kann optional, d.h. zusätzlich
zur Ausgabe auf dem Monitor die Nummer und die Menge des zu
gattierenden Einsatzstoffes auf einer Großanzeige anzeigen,
welche über eine
geeignete Schnittstelle angebunden wird.
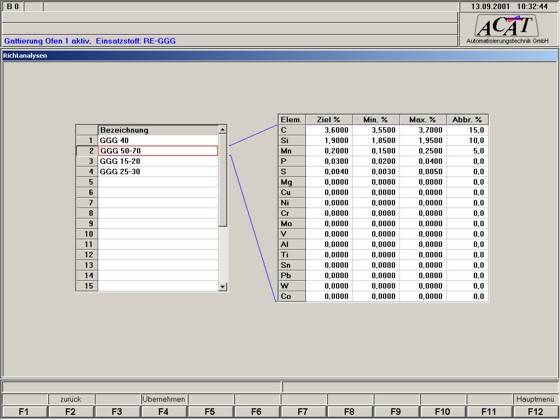
Verwaltung der Stammdaten
a) Richanalysen
Zu jeder der abgelegten Richtanalysen
können eine
eindeutige Bezeichnung und die Prozentsätze der Elemente in
den dafür vorgesehenen Feldern eingegeben und
verändert werden (Zielanalyse sowie min.
und max. Analysengehalt)
b) Einsatzstoffe
Die Einsatzstoffdatei kann fortlaufend an den
Einsatzstoffbestand
angepasst werden und bis zu 50
verschiedene Einsatzstoffe enthalten. Für jeden Einsatzstoff
sind die Analysen, d.h. die prozentualen Anteile der einzelnen Elemente
einzugeben.
c) Zuschlagstoffe
Hier können die eingesetzten Zuschlagstoffe
eingetragen werden. Neben der Bezeichnung des
Zuschlagstoffes kann für jedes in diesem Zuschlagstoff
enthaltene Element der Anteil dieses Elementes im Zuschlagstoff und die
Ausbringung (Abbrand) eingegeben werden. Die Anzahl der Elemente pro
Zuschlagstoff ist dabei nicht begrenzt. Bei der Berechnung der
Zuschlagstoffe werden diese Angaben berücksichtigt.
Zusammenstellung der Rezepte
Für jede Richtanalyse können bis zu 8
Rezepte erstellt werden. Die Rezepte können jeweils bis zu 10
Einsatzstoffe enthalten. Zu Beginn wird die Richtanalyse und eine
Rezeptnummer ausgewählt (In diesem Beispiel GG 20 und Rezept
Nr. 1). Dann erfolgt die Eingabe der Prozentanteile der einzelnen
Einsatzstoffe. Die Bezeichnungen der Einsatzstoff werden nach Aufruf
der Einsatzstoffdatei und Auswahl des gewünschten
Einsatzstoffes in das Rezept übernommen. Es ist also hier
keine erneute
manuelle Eingabe dieser Einsatzstoffbezeichnung erforderlich.
Anschließend werden aus der Zuschlagstoffdatei die zur
Verfügung stehenden Zuschlagstoffe in die
entsprechende Liste übernommen. Jeweils mit
Betätigung der Funktionstaste F4 werden die Zuschlagstoffe in
kg neu berechnet (mittlere Tabelle). Sollten bestimmte Elemente noch
nicht innerhalb
der Toleranz liegen (nicht wie hier im Beispiel durch grüne
sondern durch rote Balken in der Tabelle
rechts gekennzeichnet) kann ein anderer oder ein weiterer Zuschlagstoff
hinzugefügt und das Ergebnis durch erneutes Betätigen
von F4 überprüft werden.
Auf Wunsch kann das System auch eine kostenoptimierte
Gattierungszusammenstellung berechnen (mit der
Schaltfläche ‚Kostenoptimierung’). Hierbei
werden nach Vorgabe von sinnvollen Grenzwerten
für die Einsatzstoffe (z.B. Roheisen zwischen 10 und 30
Prozent) sowohl die Einsatzstoff- als auch die
Zuschlagstoffzusammenstellung so ermittelt, dass die Summe der
Rohstoffkosten minimal wird.
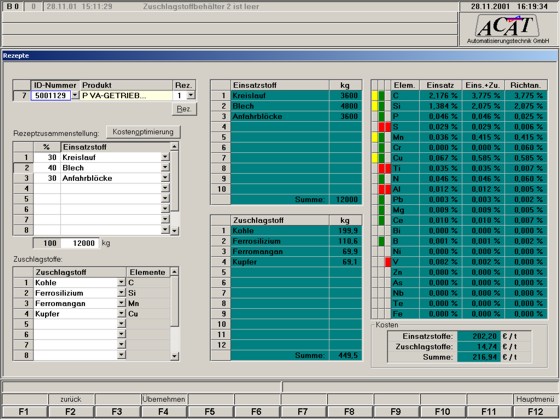 Elemente, bei denen sich schon aufgrund der Einsatzstoffzusammensetzung
ein zu hoher Anteil einstellt, werden durch einen doppelten roten
Balken markiert (wie beim Element S in diesem Beispiel).
Elemente, bei denen sich schon aufgrund der Einsatzstoffzusammensetzung
ein zu hoher Anteil einstellt, werden durch einen doppelten roten
Balken markiert (wie beim Element S in diesem Beispiel).
Rezeptfolge
Hier wird für die anstehende Produktionsphase die
Folge der Rezepte vorgegeben. Als erstes ist bei
einer Anlage mit mehreren Öfen (bzw. Chargiergeräten)
der Ofen auszuwählen (mit der Funktionstaste F1), da
für jeden Ofen eine solche Tabelle existiert. Danach
können Aufträge durch Eingabe von
Werkstoffbezeichnung, Rezept für diesen Werkstoff und Gewicht
der Charge angelegt werden. Aus den eingegebenen Daten werden vom
Rechner die Kosten pro Tonne des gattierten Materials ermittelt
und in die letzte Spalte eingetragen. Beim Abruf eines Rezeptes aus der
Maske ‚Gattieren’ (siehe nächstes Kapitel)
wird immer das Rezept aus der 1. Zeile zur Bearbeitung
übernommen. Ist dieses
Rezept abgearbeitet, wird die Zeile aus der Tabelle gelöscht
und die restlichen Aufträge werden um eine Zeile noch oben
verschoben.
Gattieren
Vor
Beginn der Gattierung ist bei einer Anlage mit mehreren Öfen
(bzw. Chargiergeräten) der Ofen auszuwählen (mit der
Funktionstaste F1). Dann wird durch Betätigung der
Funktionstaste F6 der
Gattiervorgang gestartet. Damit werden die Daten des in der
zugehörigen Rezeptfolge (siehe vorheriges Kapitel) anstehenden
Auftrages in diese Maske übernommen.
Für das abzuarbeitende Rezept werden die in das
Chargiergerät einzubringenden Einsatz- und Zuschlagstoffe und
deren Mengen angezeigt. Für jeden Einsatzstoff werden ferner
die mit dem
Kranmagneten bereits aufgegebene Einsatzstoffmengen und die aktuellen
Differenzen zwischen Soll- und Istgewicht dargestellt. Im unteren Teil
der Bildschirmmaske wird die momentan am Kranmagneten
hängende Einsatzstoffmenge angezeigt.
 Die Gattierung beginnt mit dem ersten aufgelisteten Einsatzstoff.
Die Gattierung beginnt mit dem ersten aufgelisteten Einsatzstoff.
Die Übernahme des aktuellen Krangewichtes zum Istgewicht
dieses Einsatzstoffes erfolgt durch die
Betätigung einer Funktionstaste am Gattierungsrechner (F7)
oder eines dafür vorgesehenen Fußtasters
Mit den Feldern „+“ und „-“
wird bei roter
Färbung angezeigt, ob für den angewählten
Einsatzstoff
bereits zuviel oder noch zuwenig chargiert wurde. Die
Rotfärbung
des „+“-Feldes bedeutet, dass das
Sollgewicht noch nicht erreicht ist und die nächste Gewicht am
Kranmagneten automatisch zum derzeitigen Istgewicht addiert wird.
Ein Einsatzstoff gilt als vollständig zugeführt, wenn
die
Abweichung zwischen Soll- und Istgewicht einen bestimmten Prozentsatz
unterschreitet. Die Rotfärbung wird dann aufgehoben.
Soll eine bestimmte Menge eines bereits aufgegebenen Einsatzstoffes
wieder aus dem Chargiergerät entfernt werden, kann durch
Betätigung der Minus-Taste von „+“ auf
„-“
umgeschaltet werden. Die
nächste am Kranmagneten hängende Einsatzstoffmenge
wird dann
vom aktuellen Istgewicht abgezogen.
Nach Einbringung eines Einsatzstoffes wird durch eine weitere
Funktionstaste (F8) bzw. durch einen weiteren Fußtaster auf
den
nächsten Einsatzstoff umgeschaltet.
Die oben beschriebenen Vorgänge wiederholen sich nun so lange,
bis
der letzte Einsatzstoff zugeführt wurde und der Gattiervorgang
für dieses Rezept abgeschlossen ist.
Für die tatsächlich zugeführten
Einsatzstoffmengen
werden die Mengen der Zuschlagstoffe durch eine erneute Berechnung
aktualisiert und können ebenfalls der Charge zugegeben werden.
Die tatsächlich zugeführten Einsatzstoffmengen und
die daraus
resultierenden Zuschlagstoffe können an den Schmelzprozessor
übertragen werden, wo sie in das Chargenprotokoll
übernommen
werden.
Optional können diese Protokolle auch auf einem direkt am
Gattierungsrechner angeschlossenen Drucker ausgegeben werden.
Besteht die Möglichkeit, den Gattierungsrechner an ein
betriebsinternes Netzwerk anzubinden, können alle Daten auch
auf
einem Netzwerkserver abgelegt werden und stehen somit für
später evtl.
erforderliche Kontrollen und Auswertungen zur Verfügung.
Falls Sie weitere Informationen zum
SchmelzProzessor wünschen, nehmen Sie
über die unten
aufgeführte Adresse Kontakt zu uns auf.
 ACAT
Automatisierungstechnik
GmbH
ACAT
Automatisierungstechnik
GmbH